Заполнение в 3D печати, плотность, оптимальный шаблон в Cura
Основное преимущество 3D-печати заключается в том, что детали могут иметь разную степень заполнения. С производственной точки зрения это снижает расход материала и себестоимость, а также вес конечного продукта. С точки зрения 3D печати это сильно экономит драгоценное время. В этой статье рассмотрим несколько различных шаблонов заполнения, в частности те, которые доступны в Cura и их использование в зависимости от типа 3D модели.
Лучший образец заполнения для 3D печати — это шестиугольник если вам нужен хороший баланс скорости и прочности. Для высокой скорости печати лучший образец заполнения — это линий или сетка, а для прочности — кубический.
Заполнение может иметь сложную структуру в виде решетчатых и пористых структур, которое широко применяется в медицине, машиностроении и других областях промышленности.
Типы шаблонов заполнения
В последней версии Cura доступно 13 типов заполнения. Мы сгруппировали их по типу 3D модели:
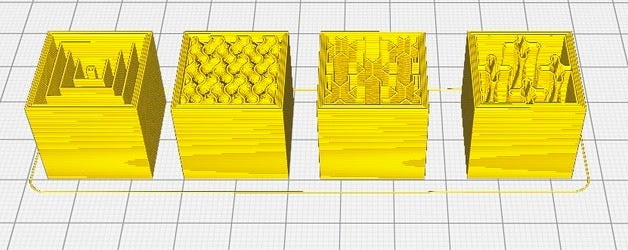
- Фигурки (низкая прочность): Линии, зигзаг
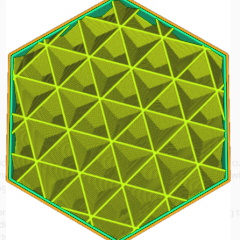
- Стандартные 3D модели (средней прочности): Сетка, треугольники, трех шестиугольник.
- Функциональные 3D модели (высокая прочность): Кубический, октет, четверть куба, гироид
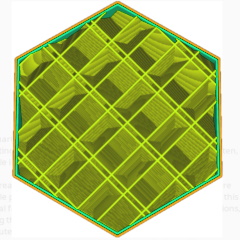
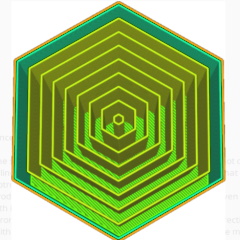
- Гибкие 3D модели: Концентрический, крестообразный, крестообразный 3D
Заполнение для моделей и фигурок

Стандартный процент заполнения: 0-15%
Если отпечаток будет использоваться в качестве модели или фигурки от нее не требуют большой прочности. Для таких применений лучше всего подходят линии или зигзагообразные узоры, поскольку они обеспечивают наиболее быструю печать.
Подобно «прямолинейному» в других слайсерах, оба шаблона создают двумерную сетку, в которой на каждом слое печатается только одна ось. Разница между ними в том, что «линии» генерируют несколько линий на слой, а зигзаг — это просто одна постоянная линия (если не прерывается моделью).
Заполнение для стандартных отпечатков
Стандартный процент заполнения: 15-50%
Для отпечатков подверженных умеренному напряжению, следует использовать шаблон заполнения средней прочности. Наиболее уместны такие узоры заполнения, как сетка, треугольники или три шестиугольника. Однако обратите внимание, что эти шаблоны могут увеличить время печати до 25% по сравнению например с линиями.
- Сетка или линии: 2D-сетка, главное преимущество сетки — скорость печати, так как это наименее сложный из трех шаблонов, самая высокая скорость печати, по сравнению с другими шаблонами
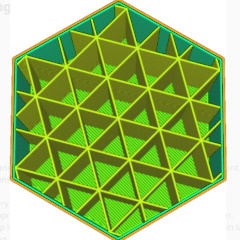
- Треугольники: 2D-сетка, состоящая из треугольников, этот узор имеет преимущество в прочности, когда нагрузка прикладывается перпендикулярно к поверхности объекта. Это также имеет смысл для деталей с тонкими прямоугольными компонентами.
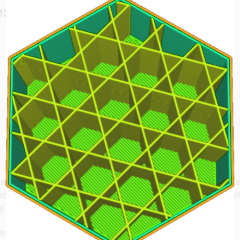
- Шестигранники: этот 2D узор создает шестиугольники с вкраплениями треугольников. Одним из преимуществ является то, что шестиугольники эффективную форму, что придает модели хорошей прочности. В дополнение к этому шестиугольное заполнение имеет более короткие линии для соединения каждой грани, что приводит к меньшему количеству проблем с изгибом из-за плохого охлаждения.
Заполнение для функциональных 3D моделей, деталей и механизмов

Стандартный процент заполнения: > 50%
Функциональные модели, требуют высокой прочности во всех направлениях. Наиболее предпочтительный следующие шаблоны:
- Кубический: это трехмерный узор из сложенных и наклоненных кубов. С этим шаблоном уменьшается риск получить вздутия на крышке детали. Придает максимальную прочность детали по сравнению с другими шаблонами.
- Октет: этот узор, также известный как тетраэдрическое заполнение, представляет собой объединяет нескольких пирамид. Придает прочности, но есть риск образования дефектов на стенках модели.
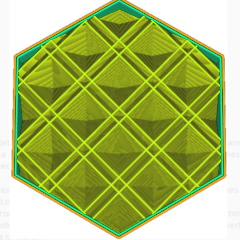
- Четверть куба: этот трехмерный узор похож на октет, но половина пирамидальных форм смещена относительно другой половины. Придает прочности, но есть риск образования дефектов на стенках модели.
- Гироид: особенно уникальный трехмерный узор, создающий впечатление волн. Тем не менее, он имеет одинаковую прочность во всех направлениях. Этот шаблон заполнения будет особенно хорошим выбором для детали, которая будет подвергаться различным нагрузкам и если вы печатаете в низким % заполнения но для не требуется высокая прочность. Учитывай, что данный шаблон долго обрабатывается слайсером и формирует большие файлы Gcode. Он так же подходит для гибких пластиков.

Заполнение для гибких пластиков 3D моделей
Стандартный процент заполнения: 0–100% (в зависимости от того, насколько «мягкий» отпечаток вы хотите).
Шаблоны заполнения, такие как концентрический, крестовой и крестовой 3D, лучше всего подходят для этих типов моделей.
- Концентрический: этот двухмерный узор создает «круги» внутри отпечатка. Это очень похоже на то, как камень, брошенный в воду, оставляет на поверхности концентрические круговые волны. Самая высокая прочность при 100% заполнении. При не 100% заполнении категорически не рекомендуется для моделей которые будут испытывать большие нагрузки.
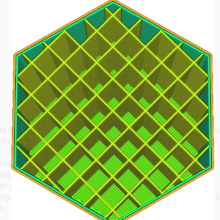
- Крест: еще один двухмерный узор, крест создает сетки, которые кажутся очень причудливыми крестами. Промежутки между крестиками и решетками допускают изгиб и скручивание. Можно печатать без откатов.
- Cross 3D: этот трехмерный узор похож на крест, но по мере роста отпечатка линии перемещаются под наклоном. Конечный результат — объект с немного большей жесткостью. Можно печатать без откатов. Данный шаблон долго обрабатывается слайсером и формирует большие файлы Gcode.

Советы по выборы шаблонов заполнения
Направление линии заполнения
Одна из часто игнорируемых настроек заполнения — это направление линии заполнения. По умолчанию установлено значение 45 °, так что оба двигателя X и Y работают вместе для печати заполнения на максимальной скорости. Однако может быть полезно ориентировать заполнение под другим углом, чтобы обеспечить максимальную прочность или гибкость детали, особенно если ее стенки выровнены по диагонали.
Градиентное заполнение и постепенного заполнения
Когда дело доходит до заполнения, мы обычно думаем о нем как о равномерном по всей внутренней части детали. Однако так быть не должно.
Используя градиентное заполнение, можно настроить печать с большей плотностью заполнения по периметру. Вообще говоря, это должно поддерживать эффективную прочность и жесткость детали при использовании меньшего количества материала. Этот параметр не является встроенным в Cura, но его можно относительно легко выполнить с помощью скрипта на Python .
Градиентное заполнение не следует путать с постепенным заполнением, которые делают нечто подобное, но по осям Z, а не по осям X и Y. Другими словами, этот параметр делает заполнение более плотным в верхней части отпечатка по сравнению с нижней частью. Это может сэкономить материал и время, сохраняя при этом достаточную прочность.
Множественная плотность заполнения
С тех пор, как была выпущена четвертая версия Cura, появилась возможность устанавливать настройки для каждой модели. Это выгодно, потому что позволяет использовать некоторые изящные дизайнерские приемы, в том числе различные плотности и типы заполнения в одной и той же модели . Хотя, возможно, не так много применений для этого типа заполнения, похожего на плоские подстаканники, но в этом методе есть нечто большее, чем кажется на первый взгляд.
Благодаря возможности устанавливать пользовательские настройки для каждой импортированной модели и возможности Cura легко объединять их вместе, кажется возможным обеспечить специализированную поддержку в определенных областях.
Прочность и плотность заполнения
Процент заполнения влияет на ряд важных параметров детали, в частности на прочность детали и время печати.
Чем выше процент заполнения, тем прочная будет ваша деталь, но при плотности заполнения более 50% это становятся менее значимыми, но опять же все зависит от дальнейшей эксплуатации детали. Деталь с заполнением 50% по сравнению с 25% обычно на 25% прочнее, тогда как сдвиг с 50% на 75% увеличивает прочность детали примерно на 10%.
Если это фигурка на которую по сути не будут влиять нагрузки, то ей хватит и 5-10%, а можно и 0%, но если это например шестеренка, то печатать её желательно в 100% заполнения. Обычно существует хороший баланс между процентами заполнения, скоростью печати и прочностью готовой модели, который составляет от 10% до 30% в зависимости от того, для чего вы собираетесь использовать деталь.
Ниже приведен наглядный пример плотности заполнения 20%, против 10%.
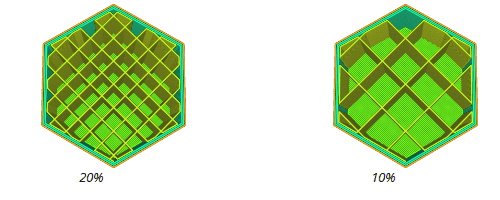
По сути, изменение заполнения с 10% на 20% для шаблона линии, не будет таким же, как для шаблона гироид.
Большинство шаблонов заполнения имеют одинаковый вес при одинаковой плотности заполнения, но например шаблон «Треугольник» показал увеличение общего веса почти на 40%.
Вот почему, использование шаблона гироид, не требует такой высокий процент заполнения, но при этом детали получают приличный уровень прочности детали.
Низкая плотность заполнения может привести к таким проблемам, как отсутствие соединения стенок с заполнением и образование воздушных карманов, особенно с узорами, имеющими много пересечений.
Вы можете получить недостаточную экструзию, когда одна линия заполнения пересекает другую из-за прерывания потока пластика.
В инструкции Cura указано, что увеличение плотности заполнения имеет следующие эффекты:
- Делает ваши отпечатки более прочными
- Обеспечивает лучшую поддержку верхним поверхностным слоям, делая их более гладкими и герметичными.
- Уменьшает риска образования подушек и выпуклостей на крышке детали
- Требуется больше материала, что делает деталь тяжелее
- Печать занимает намного больше времени в зависимости от размера вашего объекта
